




Sistema de gestió de la producció PMS Gestió d'emmagatzematge de rotlles de paper
Control de sincronització
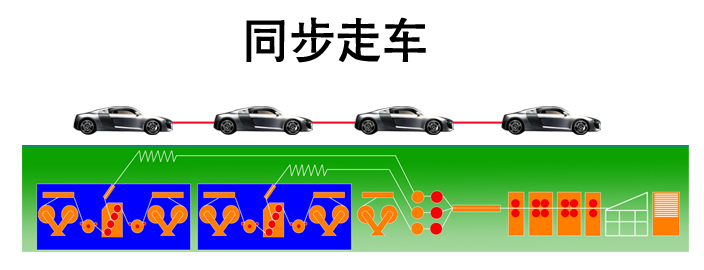
La sincronització significa controlar la velocitat de facer únic, pot mantenir la mateixa velocitat amb el cinturó principal de lona.La seva funció és evitar l'acumulació excessiva de paper o treure el paper pont.Com que la velocitat del canvi ràpid, la màquina fàcil de sacsejar, la flauta corrugada deficient, la mala unió i altres problemes;La gestió de la salut es basarà en les característiques dels motors individuals a diferents velocitats per proporcionar una corba de control de velocitat diferent, intentar alentir el canvi de velocitat i obtenir uniforme de flauta i cola corrugada (pasta) estables.
Control de l'acumulació de paper del pont general
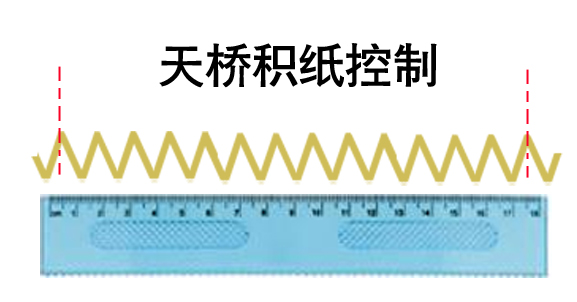
Control del pont general, no només per evitar problemes d'acumulació de paper i tallador de paper i afectar la precisió de tot el canvi de paper humit i la compensació automàtica de la fulla de llàgrima. La raó és senzilla, tota la línia de producció, a més del pont ondulat del paper La trama no és fàcil d’estimar, però la distància és gairebé fixa des del corró de molins fins al cinturó d’escalada, així com de la guia de paper d’aspiració del pont fins al tallador de NC.Realment vol comptar, és com calcular el volum real del pont de paper, així com la quantitat de compensació automàtica de detecció per fer un paper dolent per part del treballador del pont.
Per a la detecció i control de pont, el seguiment i la tecnologia de control de fluxos;D’una banda, rastreja l’acumulació real de paper, d’altra banda, utilitza la quantitat d’alimentació del cinturó d’escalada i la guia de la guia de succió del pont, per mesurar per control del flux.La diferència entre les dues quantitats (quantitat de llàgrima del pont) Control de sincronització automàticament, per aconseguir una compensació i una acumulació de pont fixa.
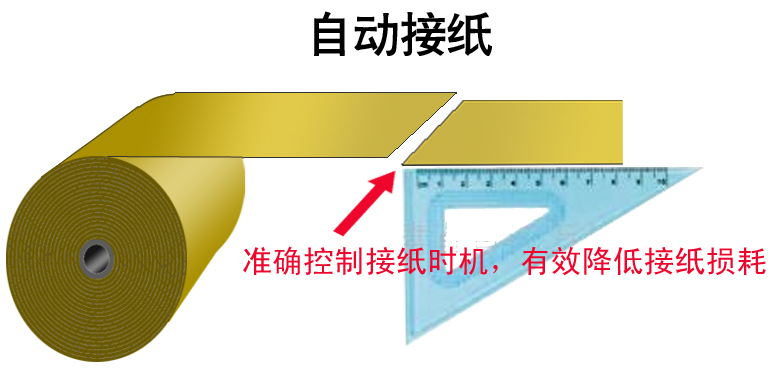
Control de Splicer Auto
La màquina automàtica de splicing no només està connectada al control en el moment adequat, sinó que també inclou l’acumulació del pont, la síncrona, la desacceleració, abans de la empalmació de paper i el control de paper del capçal de paper al rotlle de corrugador fins a la recuperació, etc, sèries de control
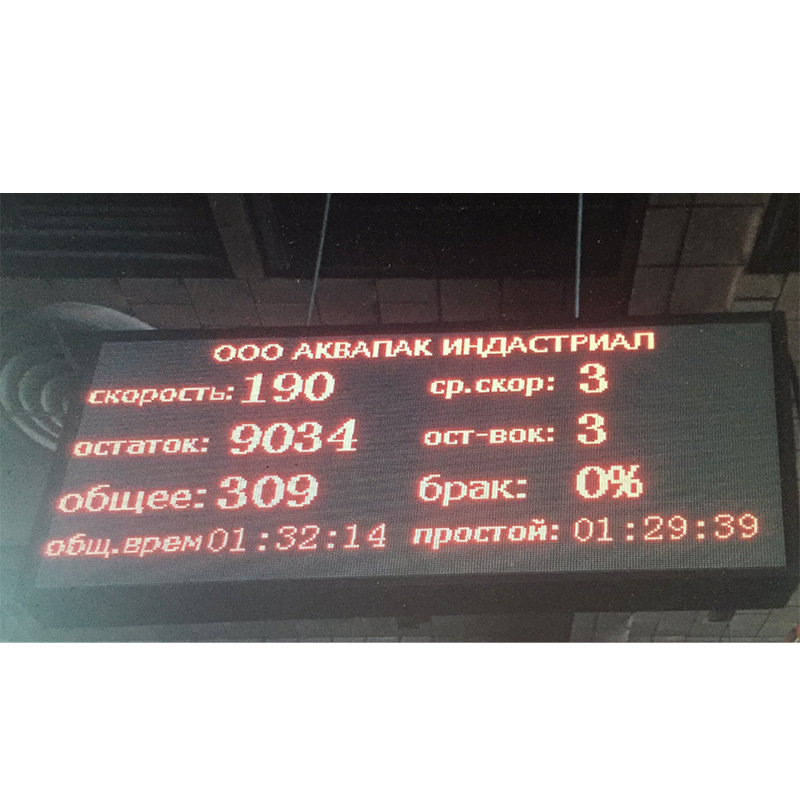
Pantalla lateral doble LCD
Visualització en temps real de la producció actual de diversos metres, el nombre restant de metres;
Visualització en temps real del número de vehicle actual, el nombre mitjà de vehicles;
Configuració

Gabinet de control de facer únic
Gabinet de control de doble facer
Armari de control de l'extrem sec
Pantalla lateral doble LCD
